Executive summary
A battery recycling client approached us seeking a conventional thermal oxidiser to treat contaminated process air prior to atmospheric discharge.
Rather than immediately preparing a quotation against the requested specification, I reviewed the underlying process conditions and requested additional operating data. The analysis suggested that portions of the waste stream contained sufficient energy content to justify evaluating alternative system architectures with lower fuel requirements.
This insight opened the possibility of a regenerative thermal oxidiser (RTO) architecture that could recover and reuse process heat, reducing auxiliary fuel consumption while maintaining the required destruction efficiency.
After validating the concept with a specialist equipment supplier, I developed a comparative technical and economic assessment and presented both options to the client. Although the regenerative solution carried a higher initial capital cost, the projected reduction in fuel consumption created a credible business case despite the higher initial capital cost while simultaneously lowering the operational carbon footprint.
The client elected to proceed with the revised concept. The engagement subsequently progressed through bid preparation, technical coordination, supplier management, and project execution support, culminating in a successful contract award.
The project reinforced a lesson that extends well beyond industrial emissions systems: value is often created not by optimising the requested solution, but by revisiting the assumptions behind the request itself.
Context
In late 2022, an engineering, procurement, and construction (EPC) contractor developing a new battery recycling facility approached us discussing a mandate for an emissions-control solution for part of their process.
The recycling operation generated contaminated exhaust air containing volatile organic compounds (VOCs) that required thermal destruction prior to atmospheric release. The client had already identified a conventional thermal oxidiser as the preferred approach and requested a proposal accordingly.
The request was entirely reasonable. Conventional thermal oxidisers are widely used, technically robust, and well suited to a broad range of industrial emissions-control applications. Had we simply supplied the requested equipment, the system would have met the project’s environmental requirements.
Before proceeding, however, I wanted to better understand the characteristics of the process stream itself. The client’s specification described the desired solution, but not necessarily the full range of alternatives that might be viable under their specific operating conditions.
Understanding the Operating Environment
Rather than immediately preparing a proposal against the requested specification, I requested additional process information to better understand the characteristics of the contaminated air stream and the expected operating envelope.
- exhaust gas composition
- contaminant concentration and variability from the two process streams mixed upstream of treatment
- flow rates and operating temperature ranges
- expected transient operating conditions across different process modes
Particular attention was given to operating conditions at the edges of the design envelope. In industrial projects, unusual operating modes, startup conditions, and process upsets often determine whether a proposed solution is truly suitable.
The objective was straightforward: determine whether the contaminated air stream should be treated purely as a waste requiring destruction, or whether its composition might influence the design of the emissions-control system itself.
The data ultimately showed that the stream’s energy content was not constant. While contaminant concentrations varied over time, the variations were sufficiently predictable to warrant a closer examination of how the stream might behave under thermal oxidation conditions.
Key technical observation
The most important finding was that the contaminated air stream was not merely a waste product requiring treatment.
Analysis of the operating data suggested that portions of the process stream contained sufficient combustible material to contribute meaningfully to the oxidation process, provided that thermal energy could be retained within the system. In other words, the stream itself contained part of the energy required to destroy the contaminants it carried.
Consider the fire triangle you’ve likely heard of previously. Combustion requires three elements: fuel, oxygen, and heat.

These ingredients to the chemistry can balance each other, and very little fuel can still burn if there is enough heat.
This observation shifted the design question.
Rather than asking:
Can we supply a direct thermal oxidiser with continuous fuel supply sized to destroy the contaminants?
the more valuable question became:
How can we minimise external fuel consumption while maintaining reliable contaminant destruction across all operating conditions?
This was not to imply that external fuel would never be required. Operating conditions could vary, and reliable contaminant destruction remained the primary objective. However, it suggested that the process stream itself could contribute a meaningful portion of the required energy.
If that energy could be recovered and reused rather than continuously replaced through fresh fuel consumption, a different class of emissions-control technology became worth evaluating.
Solution Reframing: Evaluating a Regenerative Thermal Oxidiser
If heat retention was the key challenge, then the next step was to identify a technology capable of recovering and reusing thermal energy rather than continuously replacing it through fuel consumption.
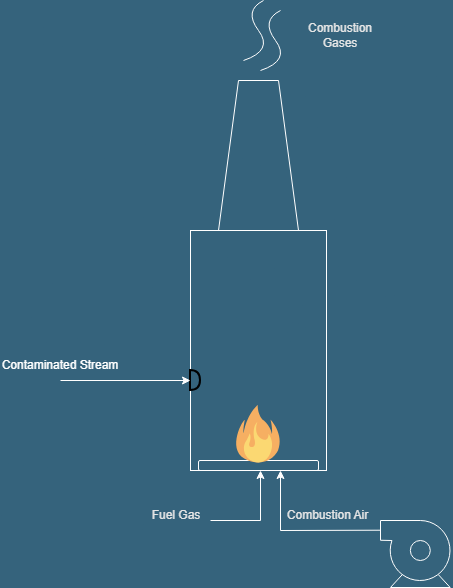
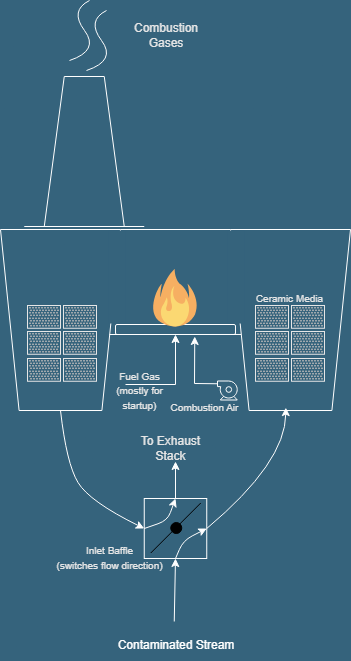
A regenerative thermal oxidiser (RTO) emerged as a natural candidate. Unlike a conventional thermal oxidiser, which relies primarily on continuous burner duty to maintain operating temperature, an RTO captures heat from the treated exhaust stream and stores it within ceramic media before transferring that energy back into the incoming process gas.
The concept aligned well with the process conditions observed during the review. If the stream could contribute part of the required energy and the system could efficiently recover heat that would otherwise be exhausted, then the demand for auxiliary fuel could be substantially reduced.
Importantly, this was not a case of replacing an inadequate solution. A conventional thermal oxidiser remained technically viable and would have satisfied the emissions-control requirements. The question was whether the additional complexity and capital cost associated with an RTO could be justified by lower operating costs and reduced fuel consumption over the life of the system.
Before presenting the alternative to the client, I wanted additional confidence that the anticipated operating regime was realistic and that the expected benefits could be achieved consistently under the client’s process conditions.
Validation and External Input
While my preliminary analysis suggested that an RTO could be a good fit for the application, I was conscious of the fact that the recommendation relied on assumptions about combustion behaviour, thermal recovery, and operating variability.
Before presenting the alternative to the client, I therefore sought an independent review from a specialist supplier with extensive experience in industrial oxidation systems.
I shared the available process information, discussed the expected operating envelope, and walked through the reasoning behind the proposed approach, inviting their expertise to challenge the analysis so far. If there were operating conditions that would undermine the concept, this was the stage to identify them.
The discussion ultimately reinforced the initial assessment. The supplier confirmed that the process conditions appeared compatible with an RTO-based solution and that the anticipated operating regime was technically plausible, subject to detailed engineering during project execution.
This external validation increased confidence in the recommendation and provided a stronger foundation for client-facing discussions. It also highlighted the value of combining first-principles analysis with practical experience from specialists who work with these systems every day.
Client Engagement and Solution Positioning
The objective was not to advocate for a specific outcome, but to structure the comparison so that the trade-offs between capital cost, operating cost, and performance were clear enough for an informed decision.
Following validation of the concept, I prepared a comparative technical presentation for the client’s engineering and procurement stakeholders. The objective was to present both the conventional thermal oxidiser and the regenerative thermal oxidiser (RTO) on a like-for-like basis, with a clear focus on operating assumptions, energy consumption, and lifecycle cost implications.
The discussion centred on the trade-off between higher upfront capital expenditure for the RTO versus lower expected fuel consumption over the operating life of the system. Both options were technically viable and met the required emissions performance criteria; the decision ultimately depended on how the client weighted capital cost against operating expenditure.
After the presentation, the client indicated they would review the proposal internally, particularly the implications of the higher initial investment. Following internal discussions, they confirmed they were willing to proceed with a revised capital budget in order to accommodate the RTO option and requested a firm commercial bid.
The engagement then moved into formal bid preparation and commercial negotiation. By the end of the year, the contract was successfully awarded based on the regenerative thermal oxidiser configuration.
Outcome
The project proceeded into formal bid submission based on the regenerative thermal oxidiser (RTO) configuration, including detailed technical clarification with the client’s engineering team and coordination with the selected equipment supplier.
Following internal review, the client confirmed approval to proceed with the revised capital expenditure required for the RTO option and requested a firm commercial offer.
The contract was subsequently awarded before the end of the year.
From an operational perspective, the selected solution reduced expected auxiliary fuel consumption compared to the originally specified conventional thermal oxidiser, resulting in lower projected operating costs and a reduced associated carbon footprint over the system lifecycle.
The engagement concluded with continued support during early project execution, including supplier coordination and technical interface management.
Key takeaways
- Early assumptions embedded in specifications can be material
Technical specifications often reflect conservative design choices that are valid, but not necessarily optimal. In this case, the initial request assumed continuous external fuel input as the default basis for emissions destruction, without explicitly considering the energy content of the process stream itself.
- Modest additional process insight can materially expand the solution space
A relatively simple review of operating conditions was sufficient to identify an alternative system architecture that would not have been apparent from the specification alone. In practice, small changes in framing at the early stage can significantly influence downstream technical and commercial outcomes.
- Technical decisions are often business model decisions in disguise
The choice between a conventional thermal oxidiser and an RTO was not a question of functional feasibility, but of how to trade higher upfront capital cost against lower long-term operating expenditure.
- Alignment between cost reduction and emissions reduction is context-dependent, but powerful when it occurs
In many industrial decarbonisation contexts, environmental performance improvements come at a cost premium. In this case, however, reducing fuel consumption simultaneously reduced operating cost and carbon emissions. This alignment made the business case clearer and strengthened adoption of the lower-carbon solution without requiring external incentives or trade-offs between objectives.
Appendix
Sources and License
Fire Triangle from Wikipedia Licenced under Creative Commons Attribution-Share Alike 3.0 Unported
{kind=link}
EPA numbers for automotive emissions estimate
Example Simplified Energy Estimate
The following calculation is a simplified illustration of the relative operating energy requirements between a conventional thermal oxidiser and a regenerative thermal oxidiser (RTO). It is intended for order-of-magnitude comparison only and does not represent a detailed process design.
Key assumptions:
- Continuous operation: 2000 m³/h contaminated air flow
- Oxidation temperature: 750–1000°C
- Simplified sensible heat approach (excluding heat of reaction and minor stream contributions)
- Natural gas cost: $0.16 / m³
- CO₂ emission factor: 1.93 kg CO₂ per m³ of natural gas
- An operating year of 8000 hours
Conventional thermal oxidiser (simplified)
Estimated heating requirement:
~1,177 cubic feet per minute equivalent flow basis ~1.83 MMBtu/hr heating duty (rule-of-thumb approximation)
Approximate annual fuel consumption (8,000 operating hours):
~1,248 m³/day equivalent natural gas consumption ~66,000 $/year fuel cost (order of magnitude)
Estimated CO₂ emissions:
~803 tonnes CO₂/year
Regenerative thermal oxidiser (illustrative, 95% heat recovery)
Assuming ~95% thermal energy recovery under steady-state conditions:
Effective fuel consumption reduced to ~5% of baseline ~63 m³/day equivalent natural gas consumption ~3,500 $/year fuel cost (order of magnitude)
Estimated CO₂ emissions:
~43 tonnes CO₂/year